Validated Plastic Pallet Programs for Pharmaceutical Manufacturing (GMP-Compliant Pallet Systems)
Posted: | Author: Cherrys Industrial
Sharing:

Why Validated Plastic Pallets Matter in Pharmaceutical Manufacturing
In pharmaceutical manufacturing, pallets are no longer interchangeable shipping platforms. Validated plastic pallets have become a critical component of GMP-compliant pharmaceutical pallet programs, directly impacting contamination risk, automation reliability, and audit outcomes.
Leading pharma manufacturers are standardizing on a single, rigorously validated plastic pallet and deploying it across their entire inbound and internal supply chain—supported by a clean, captive pallet program.
The Pharma Pallet Validation Model - One Pallet. One Standard. One Controlled System.
Traditional pallet programs introduce unnecessary risk:
- Mixed pallet materials and designs
- Inconsistent dimensions and load performance
- Wood debris, dust, and contamination vectors
- Re-palletizing at receiving
- Increased audit complexity
- Unpredictable behavior in automated systems
Plastic pallet standardization eliminates these variables by treating the pallet as a validated component of the quality system, not a commodity.
Step 1: Internal Testing & Validation of GMP- Compliant Plastic PalletsThe manufacturing facility evaluates and validates a plastic pallet against internal and regulatory requirements, including:
Only pallets that meet all criteria are approved. |
 |
 |
Step 2: Approved Pharmaceutical Pallet (APP) as a Validated Pallet StandardOnce validated, the pallet becomes the only approved pallet for inbound and internal use.
|
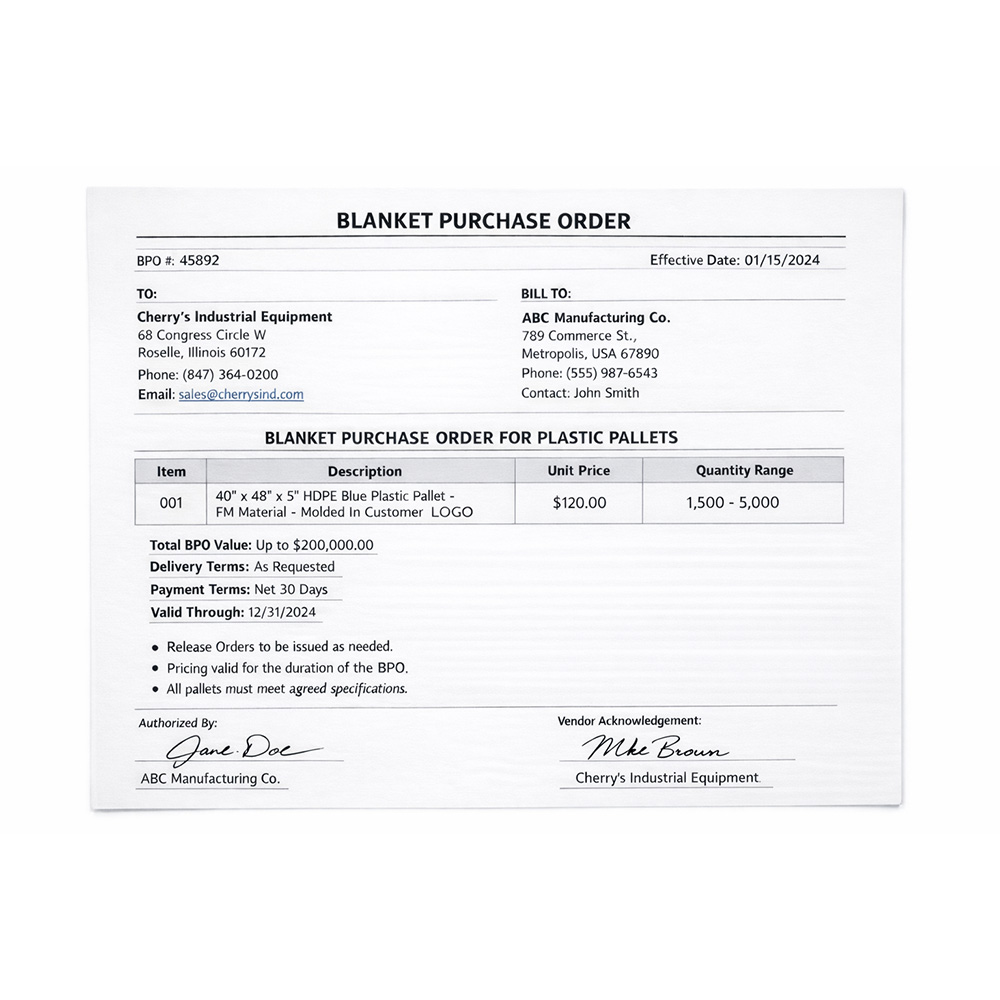
Step 3: Supply Chain Enforcement via Blanket OrdersThe pallet standard is locked into the supply chain through blanket purchase orders with scheduled releases issued to:
This ensures pallet consistency before materials ever reach the plant.
|
 |
 |
Step 4: Controlled Inbound ReceivingBecause pallets are pre-approved and standardized:
Inbound operations become faster, cleaner, more predictable and traceable. |
 |
Step 5: Clean, Captive Pallet Loop for Pharmaceutical GMP ComplianceOnce inside the facility, pallets are retained in a captive system:
Pallets remain clean, compliant, and traceable throughout their lifecycle. |
The Pallet as a Quality-System Component
In highly regulated environments, consistency is engineered.
By validating a single plastic pallet and controlling it through a clean, captive program, pharmaceutical manufacturers eliminate unnecessary variability, protect product integrity, and align material handling with GMP expectations.
The result is a safer, cleaner, and more predictable operation—inside the plant and across the supply chain.

Key Takeaways: Why Pharma Leaders Are Adopting VPP Programs
Validated Plastic Pallet (VPP) programs are not simply a materials change—they are a supply-chain control strategy designed to reduce risk, simplify operations, and support long-term planning.
Operational and Quality BenefitsCompliance & Quality
Operations
Cost Control
|
 |
The Strategic Impact
By validating a single GMP-compliant plastic pallet and managing it through a clean, captive pallet program, pharmaceutical manufacturers eliminate unnecessary variability, reduce contamination risk, and align pallet management with regulatory expectations.
Validated plastic pallet programs transform pallets from a commodity into a controlled, auditable component of the pharmaceutical quality system.
The pallet becomes a managed asset—not an unmanaged variable.
Talk to an Expert
If you’re evaluating plastic pallet conversion, captive pallet programs, or automation-ready pallet handling for a pharmaceutical environment, our engineering team can help you define the right approach.