Plastic Pallets in Food Manufacturing: Color Coding, Hygiene, and Design Choices
Posted: | Author: Cherrys Industrial
Sharing:

Plastic pallets have become a standard across food, beverage, and consumer packaged goods (CPG) operations—and for good reason. They’re durable, easy to clean, and far more consistent than traditional wood pallets.
But today, pallets are doing more than just moving product. They play a growing role in food safety, visual management, and operational control. Two key factors driving this shift are:
- Color coding for allergens, zones, and asset control
- Deck design (flow-through vs. solid top) for sanitation and performance
Why Most Plastic Pallets Are Blue, Gray, or Black
Across most facilities, plastic pallets are typically molded in blue, gray, or black—and that’s not by accident.
- Blue and gray pallets are usually made from virgin HDPE (high-density polyethylene) pellets
- Preferred in food environments
- Cleaner, more consistent material
- Easier to inspect and sanitize
- Blue is especially useful because it contrasts with most food products, helping identify foreign material
- Black pallets are commonly made from a blend of virgin and regrind material, combined with a black colorant
- The colorant helps prevent visible mottling from mixed resins
- Often used in non-food or secondary applications
While these standard colors serve a purpose, many companies are now going further.

The Rise of Color Coding for Food Safety & Control
Plastic pallets are increasingly used as part of a visual management system—helping enforce process discipline at a glance.
Allergen Segregation
In bakery and food production, allergen control is critical.
- Different pallet colors are used to:
- Separate allergen-containing ingredients or products
- Prevent cross-contact during storage and handling
For example:
- Red pallets → allergen zones
- Blue or white pallets → non-allergen production
This creates immediate visual clarity for operators and reduces reliance on labels or training alone.Asset Control & Closed-Loop Systems
Color coding is also being used for asset ownership and control.
Many companies choose unique pallet colors to:
- Identify which pallets belong to their facility
- Keep pallets captive within their system
- Prevent outside pallets from suppliers entering their pallet stream
For example:
One consumer products company molds its pallets in purple so they can instantly identify them, maintain control, and eliminate the risk of foreign pallets entering their operation.
This improves:
- Traceability
- Cleanliness standards
- Loss prevention

Ready-to-Eat (RTE) vs. Raw Zones
In meat and protein processing, RTE areas must remain completely isolated from raw product zones.
- Color-coded pallets help enforce:
- Strict zone separation
- Zero tolerance for cross-contamination
Example:
- Green pallets → RTE areas
- Black or gray pallets → raw processing
This becomes especially important in fast-paced environments where mistakes can have serious consequences.
Flow-Through vs. Solid Top Pallets: Hygiene & Performance
Beyond color, pallet design plays a critical role in sanitation, handling, and operational efficiency. The two primary options are flow-through (vented) and solid top.
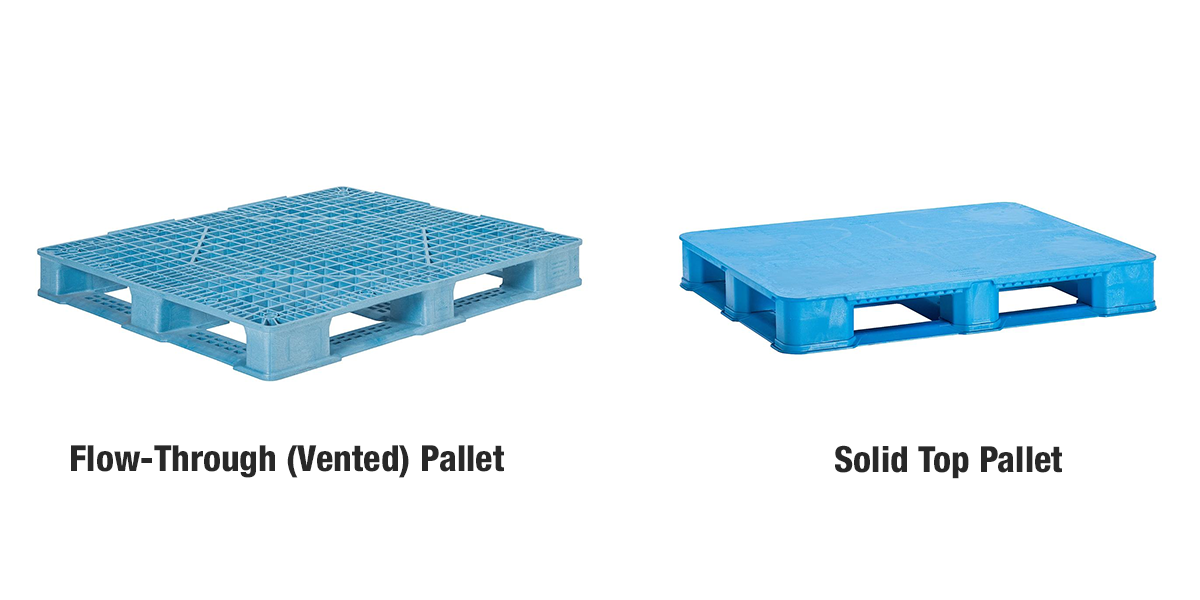
Flow-Through (Vented) PalletsFlow-through pallets feature an open deck design that allows air, water, and debris to pass through. A key benefit is reduced weight, but these pallets are still engineered with structural integrity for stacking and racking through reinforced design. Most are one-piece molded constructions, which provide major sanitation advantages:
They are particularly effective in environments handling:
Because of the open design:
This reduces cleaning effort and improves overall hygiene. |
Solid Top Pallets
Solid top pallets have a fully closed, flat deck surface, designed primarily for containment and protection.
These are ideal in applications involving:
-
- Liquids
- Product purge
- Blood or moisture (common in meat processing)
With a solid surface:
-
- Liquids cannot flow through the pallet
- Lower layers are protected when double or triple stacking
- The risk of cross-contamination from above is minimized
Cleaning considerations:
-
- The flat surface is often easier to clean manually
- However, in automated pallet washers, solid tops can be:
- Slightly harder to clean thoroughly
- Slower to dry due to potential water pooling
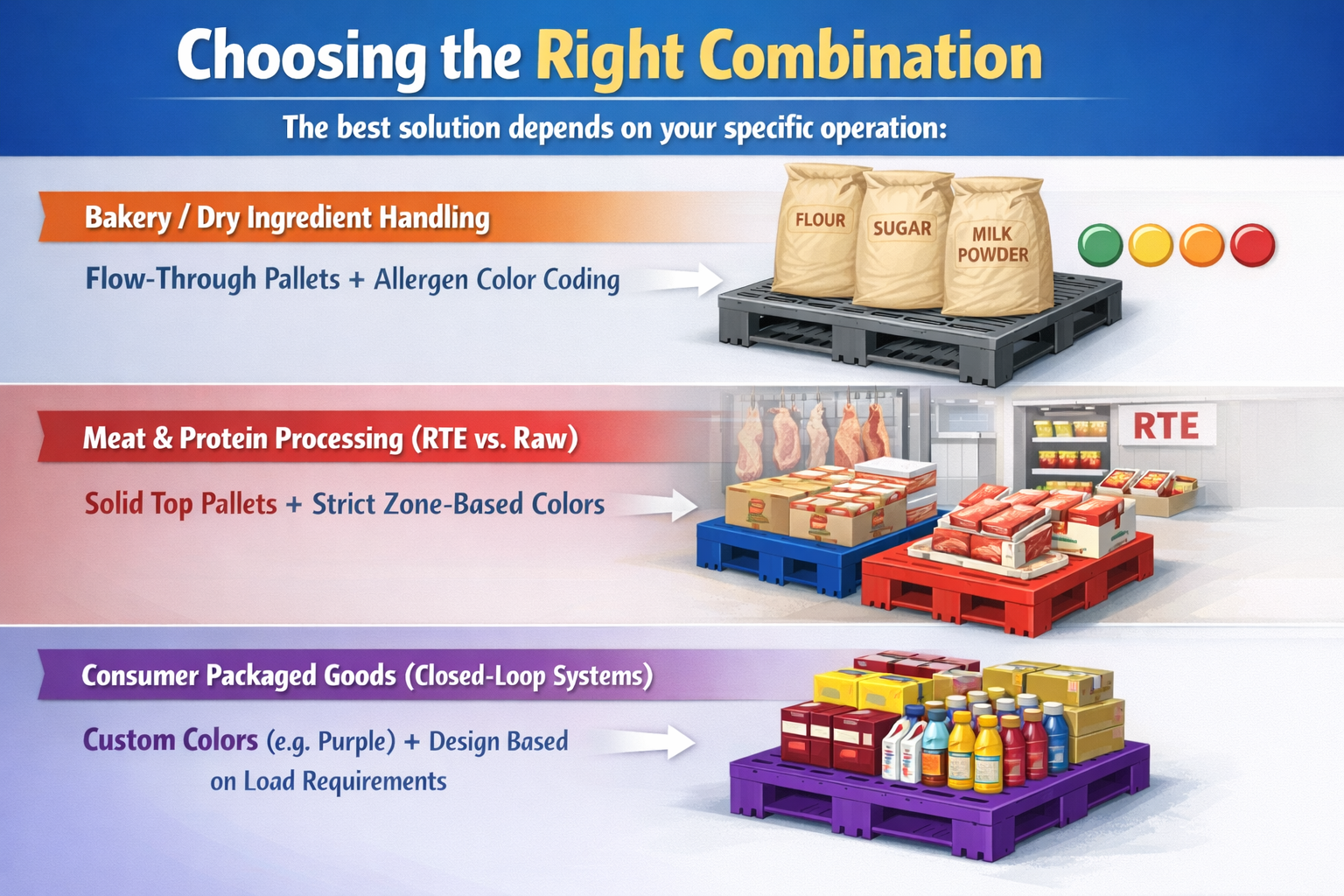
The best pallet solution ultimately depends on your specific operation and risk profile. In bakery and dry ingredient environments, flow-through pallets paired with allergen color coding help prevent buildup while maintaining clear segregation. In meat and protein processing—especially where ready-to-eat (RTE) and raw zones must remain strictly separated—solid top pallets combined with zone-based color coding provide the containment and control needed to prevent cross-contamination. For consumer packaged goods operations running closed-loop systems, custom pallet colors (such as purple) help maintain asset control and prevent foreign pallets from entering the system, with the design selected based on load requirements and handling conditions.
Final Thoughts
Plastic pallets are no longer just a material upgrade—they’re a strategic tool.
- Color coding strengthens food safety and process control
- Material selection impacts cleanliness and durability
- Design choice affects airflow, containment, and sanitation efficiency
Companies that take a thoughtful approach to all three aren’t just improving operations—they’re building safer, more controlled, and more efficient supply chains.
If you’re looking to improve handling, reduce product damage, or cut long-term costs, this is a great time to invest.